
Зварювання алюмінію та його сплавів.
Зварювання алюмінію та його сплавів.
Сфери застосування алюмінію.
Споживання виробів з алюмінію та сплавів на його основі стабільно та має стійку тенденцію до зростання. Чистий алюміній використовується переважно в електричній та харчовій промисловості. Легкі й одночасно міцні алюмінієві сплави є перспективними конструкційними матеріалами на транспорті, у будівельній промисловості та в низці інших зон. Роль зварювання у виготовленні таких конструкцій, а також у відновному ремонті литих виробів безперервно зростає.
Особливості алюмінію, що впливають на характер зварювання.
Властивості алюмінію та його сплавів відрізняються від властивостей сталей, тому їх зварювання має низку особливостей. Алюміній має високу теплопровідність (приблизно вп'ятеро вищу, ніж у рядових сталей), тому тепло від місця зварювання інтенсивно відводиться в зварювані деталі. Це диктує необхідність підвищеної тепловкладення, порівнюючи зі зварюванням сталей. Через це ж рекомендується попереднє підігрівання масивних алюмінієвих деталей. Алюміній характеризується низькою температурою плавлення, причому міцність його під час нагрівання різко знижується. Крім того, він не змінює колір під час нагрівання (що характерно для більшості металів) і внаслідок цього не «підсвічує» зварнику, що нагріває майже до температури плавлення. Таким оборзом, через специфічні властивості алюмінію (висока теплопровідність і низька температура плавлення в поєднанні з чималим зменшенням міцності під час нагрівання), ймовірність «прошого» або навіть розплавлення деталі під час зварювання алюмінію неабияк вище, ніж під час зварювання сталі. Алюміній має чимале ливарне усадку (удвічі більше, ніж у сталі), тому у разі затвердіння металу зварювальної ванни в ньому розвиваються чималі внутрішні напруження та деформації, що можуть призвести до утворення так званих «гарячих тріщин».
Предпосилання якісного зварювання алюмінію та його сплавів.
Ретельна підготовка поверхні алюмінієвих деталей до зварювання — запорука високої якості зварної конструкції. Джерелом забруднення поверхні деталей є: оксидна плівка та сполуки — джерела водню. Поверхня алюмінієвої деталі покрита оксидною плівкою. Плівка тугоплівка та має велику щільність, порівнюючи з алюмінієм. Тому під час зварювання плівка тоне в рідкому металі, забруднюючи зварний шов неметалевими ввімкненнями та в підсумку знижуючи його механічну міцність. Є два методи очищення поверхні деталі від плівки: механічний і хімічний. Наявність водню в зоні зварювання вкрай небажана, оскільки розчинність його в рідкому алімінії набагато вища, ніж у твердому. Внаслідок цього у разі затвердіння зварювальної ванни шов стає пористим, з низькою механічною міцністю. Джерелами водню є змащувально охолоджувальні рідини, нафтопродукти та волога. Видаляти їх рекомендується протиранням поверхні розчинником. Волога може бути видалена невеликим попереднім підігрівом поверхні деталі.
Характеристика алюмінієвих сплавів і їх зварюваність.
Ледження алюмінію збільшує насамперед його міцність. Алюміній лещують переважно магнієм, марганцем, міддю, кремнієм, цинком. Алюмінієві сплави класифікують за технологією виготовлення (деформовані та літейні), а також за здатністю до термічної обробки (неутрумні та зміцнені термічною обробкою). Зварні конструкції виготовляють із деформованих сплавів, відомості про які наведені в ГОСТ4784-74. Найважливішим показником зварюваності алюмінієвих сплавів є здатність не утворювати під час зварювання «гарячих тріщин». Сплави, вкрай чутливі до гарячого тріщиноутворення, вважаються несварюваними. Застосування їх у зварних конструкціях не рекомендується. Сплави, не зміцнені термічним обробленням, мають низький рівень ледження. Механічна їх міцність щодо невисока, але вони добре зварюються і є корозійно-стійкими. Це сплави алюміній-марганець (натуральні позначення АМц), алюміній-магній (АМг); до них же можна віднести й технічний алюміній. Заготовки з цих сплавів випускаються в відпаленому та холодно-деформованому (нагартованому) стані. Сплави, зміцнені термічним обробленням (загартування з подальшим старінням), мають зазвичай вищий ступінь легування. Міцність їх вища, але вони гірше зварюються (деякі зовсім не зварюються) і часто мають низьку корозійну стійкість. Це сплави алюміній-магній-кремній (авіалі, вітчизняний позначення АТ), алюміній-мідь (більшість належать до дюралюмінів, вітчизняний позначення Д), алюміній-цинк (з добавками інших елементів).
Авіалі зварюються добре, проте з використанням присадкового матеріалу; зварювати їх сплаванням крайок не рекомендується.
Дюралюміни належать до незаварюваних сплавів. Єдиний зварюваний алюмінієво-мідний сплав (сплав 1201) і його закордонні аналоги.
Потрійні сплави алюмінію з цинком і магнієм зварюються добре тільки в тому разі, якщо вміст цих легованих елементів не перевищує 7-7.5%. До зварюваних належить вітчизняний сплав 1915 і його закордонні аналоги.
Застосовуване до литкових сплавів зварювання застосовується тільки в ремонтних цілях, а також для виправлення дефектів лиття. З усіх ливарних сплавів найбільше розполювання отримали сплави алюмінію з кремнієм (силуми). Практично всі вони зварюються добре.
Зварювальні матеріали та їхній вибір.
Для ручного дугового зварювання технічного алюмінію застосовуються вітчизняні електроди ОЗА-1 і ОЗАНА-1, а для заварювання дефектів лиття в силумінах ОЗА-2 і ОЗАНА-2. У цих електродах в обмазці містяться хлоридні та фторидні солі, що руйнують оксидну плівку та сприяють стійкому горінню дуги. В інших різновидах зварювання алюмінію і його сплавів (аргоно-дугового та напівавтоматичному) для запобігання окисненню використовується захисний газ аргон або його суміш із гелієм. Гелію підвищує температуру дуги та збільшує проплавлення. Для аргоно-дугового зварювання використовуються вольфрамові електроди. Для зварювання алюмінію використовуються електроди більшого діаметра, ніж для зварювання сталі. Присадковий матеріал найчастіше слугує зварювальний дріт. Вітчизняний зварювальний дріт відповідно до ГОСТ 7871-75 складається з:
— чистого технічного алюмінію (СвА99, СвА97, СвА85Т, СвА5);
— сплава алюміній-марганець (СвАМц);
— сплавів алюмінію з магнієм (СвАМг3, Свамг5, Св1557, СвАМг6, СвАМг63, Сваг61);
— сплавів алюмінію з кремнієм (СВАК5, СМАК10);
— сплава алюмінію з міддю (Св1201).
Крім того, ТУ випускають дріт 1437 (алюміній, легований хромом) й АВ·год (сплав алюмінію з кремнієм і магнієм). За кордоном найширше використовується дріт марки 4043 (затіновний аналог СваК5) і 5356 (народний аналог Сваг5).
Загальним плетенням під час зварювання алюмінієвих сплавів є те, що метал зварювального дроту має приблизно відповідати за хімічним складом металу деталі. Винятком є сплави алюмінію з магнієм, для зварювання яких (з-за інтенсивного випаровування магнію) треба використовувати дріт із вмістом магнію більшим, ніж у деталі.
Розглянемо широко застосовуваний дріт СВАК5. Вона призначена для зварювання авіалей, а також для ремонту та виправлення дефектів виливок із низьколегованого силуміну. Метал дроту має відносно низьку температуру плавлення, гарну рідинність. Порівнюючи з дротами з алюмінієво-магнієвих сплавів, вона під час зварювання дає менше диму і тому полегшує візуальне спостереження за зварювальною ванною. Треба мати на увазі, що зварний шов цього дроту має низьку пластичність.
Інша часто використовувана дріт СвАМг5. Вона призначена насамперед для зварювання алюмінієво-магнієвих сплавів, авіалей, а також для потрійних сплавів алюміній-цинк-магній, що зварюються. Обмеженням у її застосуванні є те, що зварний шов не має під час експлуатації зазнавати дії температур, що перевищують 80 град. С.
Деякі конструктивні особливості зварювання алюмінію.
Через металургічні особливості зварювання алюмінію (шляк тоне в рідкому металі) у конструкціях з алюмінієвих сплавів перевага віддається стиковим сполукам. Водночас зварювання стикових з'єднань із повним проплавленням виконують на видалених прокладках із канавками, у які стікає розплавлений метал разом зі шлаком.
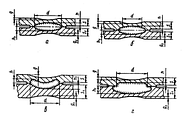
Під час зварювання різнотовщинних елементів рекомендується мати однакову товщину зварюваних крайок. Якщо все ж це неможливо, прийміть параметри зварювання застосування товстішої деталі, що зварюється, і в процесі процесу вводьте в неї більше тепла. «Вузьким» місцем усіх зварюваних конструкцій з алюмінієвих сплавів є низька міцність (порівнюючи з міцністю основної деталі) навколошовної зони. Причини цього такі. Нагартований метал під час нагрівання в зоні зварювання переходить у менш міцний відпалений стан. Для термооброблених сплавів температура в зоні зварювання неабияк перевищує температуру старіння, що також призводить до істотного зниження міцності. Можливість відновлення високої міцності термооброблюваних сплавів після зварювання є — це повторне термооброблення. Але це здійсненно тільки для малогабаритних зварювальних конструкцій. Інший можливий шлях підвищення міцності зварних конструкцій — знамените потовщення зварюваних крайок.
Для зниження ймовірності утворення гарячих тріщин треба під час проєктування уникати близького розташування зварних швів.
Деякі технологічні особливості зварювання алюмінію.
Попереднє підігрівання застосовується насамперед для видалення вологи, що перешкоджає пороченню. Масивні деталі бажано підігрівати для зниження ймовірності утворення гарячих тріщин. Внаслідок легкоплавкості алюмінію температура попереднього підігрівання має бути невеликою. (німногим понад 100 град.) Також наслідок низької температури плавлення алюмінію зварювання (вникнення пропалювання) необхідно вести швидко, з високою швидкістю переміщення пальники. У момент початку зварювання виріб порівняно холодний (навіть за попереднього підігрівання). Тому зварювання необхідно починати за максимальної сили струму. Після початку процесу частина тепла, що вноситься, «йде попереду дуги», попередньо підігріває місце майбутнього зварювання, тому в цей час потрібен менший струм. У разі наближення до кінців зварюваних деталей фронту тепла стає нікуди деватися, метал деталі перегрівається і зварювання може бути ускладненим, якщо не зменшити струм.
Під час зварювання алюмінію та його сплавів зварювальний шов майже завжди закінчується кратером. Це пояснюється дуже швидким затвердінням алюмінію та високим значенням коефіцієнта його термічного розширення. Унаслідок цього увігнута поверхня кратера під час охолодження стискається й може розірватися. Водночас можливе навіть руйнування звареного виробу по шву. Тому необхідне займання кратера з утворенням на його місці опуклості, що досягається зміною руху дуги наприкінці зварювання на протилежне з продовженням подавання дроту.
Способи зварювання алюмінію та його сплавів.
Зараз із усіх відомих способів для зварювання алюмінію найчастіше застосовуються три такі: ручна, аргоно-дугова, напівавтоматична.
Ручне дугове зварювання здійснюється штучними електродами (ОЗА й ОЗАНА) на постійному струмі зворотної полярності.
Спосіб аргоно-дугового зварювання вольфрамовим електродом у Росії застосовується найширше. На відміну від зварювання сталей, що ведеться на постійному струмі, для зварювання алюмінію та його сплавів застосовується процес на змінному струмі (для руйнування оксидної плівки). Останнім часом найпопулярніші інверторні джерела живлення, з можливістю зміни частоти напруги. Зварювання тонкостінних алюмінієвих деталей рекомендується проводити на підвищеній частоті, а заварювання дефектів відливок — на зниженій.
Напівавтоматичне зварювання алюмінію та його сплавів продуктивніше, порівнюючи з аргоно-дуговим. Вона виконується на постійному струмі з позитивною полярністю на електроді або крапельним перенесенням, або в імпульсному режимі. Зварювання в імпульсному режимі відбувається зазвичай інверторними джерелами живлення. Водночас джерело постійно видає базовий струм (достатній для підтримання дуги, але занадто низький для забезпечення відриву крапель розплавленого металу від електрода та перенесення їх до зварювальної ванни) і короткочасно видає як імпульси струм великих значень, що забезпечує контрольоване перенесення крапель металу від витративаного електрода до виробу. Імпульсний режим має переваги перед крапельним перенесенням, оскільки дає змогу проводити зварювання у всіх просторових положеннях, через меншу тепловкладку полегшує зварювання тонкостінних виробів і зменшує розбризкування. Особливістю напівавтоматичної зварювання алюмінію і його сплавів є те, що алюмінієвий дріт м'якший за сталевий, тому подавання його більш трудівне. У зв'язку з цим подавання дроту здійснюється спеціальними пристроями.
Усунення.
Зварювання алюмінію та його сплавів має низку особливостей. Наші фахівці допоможуть Вам виконати будь-які завдання в цій галузі.

- Контактне зварювання проти дизель-генератора: Хто виживе у цій сутичці? Секрети виживання автономних мереж, які врятують ваш бюджет
 Ви купили потужний дизель або сучасний інвертор, підключили Контактну зварку і… чекаєте на неминуче? Мало хто знає, що 16 кВт зварювальної машини — це не ті ж самі 16 кВт, що у електроплити. Це «енергетична кувалда», яка за 0,5 секунди може перетворити вашу систему автономного живлення на марне залізо. У новому розборі з’ясовуємо: чому для Машини контактного зварювання не вистачає генератора на 20 кВт . Як двофазне підключення ламає магнітне поле альтернатора. Єдиний тип акумуляторів, який...Повна версія статті
Ви купили потужний дизель або сучасний інвертор, підключили Контактну зварку і… чекаєте на неминуче? Мало хто знає, що 16 кВт зварювальної машини — це не ті ж самі 16 кВт, що у електроплити. Це «енергетична кувалда», яка за 0,5 секунди може перетворити вашу систему автономного живлення на марне залізо. У новому розборі з’ясовуємо: чому для Машини контактного зварювання не вистачає генератора на 20 кВт . Як двофазне підключення ламає магнітне поле альтернатора. Єдиний тип акумуляторів, який...Повна версія статті - Крапкове контактне зварювання
 Крапкове контактне зварювання — зварювальний процес, при якому деталі з'єднуються в одній або одночасно в декількох точках.Повна версія статті
Крапкове контактне зварювання — зварювальний процес, при якому деталі з'єднуються в одній або одночасно в декількох точках.Повна версія статті