
Крапкове контактне зварювання
Крапкове контактне зварювання
Крапкове контактне зварювання — зварювальний процес, при якому деталі з'єднуються в одній або одночасно в декількох точках. Міцність з'єднання визначається розміром і структурою зварної точки, які залежать від форми і розмірів контактної поверхні електродів, сили зварювального струму, часу його протікання через заготовки, зусилля стиснення і стану поверхонь зварюваних деталей. За допомогою точкового зварювання можна створювати до 600 сполук за 1 хвилину. Застосовується для з'єднання найтонших деталей (до 0,02 мкм) електронних приладів для зварювання сталевих конструкцій з листів товщиною до 20 мм в автомобіле-, літако - і суднобудуванні, у сільськогосподарському машинобудуванні та інших галузях промисловості.
Технологія
Зварювальна машина для контактного точкового зварювання
Точкове зварювання є різновидом контактного зварювання, тому в основу її технології закладені теплову дію електричного струму за законом Джоуля — Ленца і зусилля стиснення зварюваних деталей. У процесі зварювання струм проходить від одного електрода до іншого через метал заготовок. Електроди для контактного точкового зварювання виготовляються зі сплавів з високою електропровідністю, щоб опір у контакті електрод-деталь було мінімальним. Тому в місцях контактів деталь-деталь відбувається найбільший нагрів за рахунок найбільшої величини електричного опору. Розігрів і розплавлення металу під дією електричного струму призводить до утворення литого ядра зварної точки, діаметр якої зазвичай складає 4-12 мм
Розрізняють м'який і жорсткий режими точкового зварювання.
М'який режим
характеризується більшою тривалістю часу зварювання і плавним нагріванням заготовок помірними силами струму, з щільністю струму на робочій поверхні електрода зазвичай не перевищує 100 А/мм?. Час протікання струму зазвичай 0,5—3 секунди. Перевагами м'яких режимів є менші споживані потужності, порівняно з жорсткими режимами; менші навантаження мережі; менш потужні і більш дешеві зварювальні машини, необхідні для виробництва точкового зварювання; зменшення загартування зони зварювання. М'які режими застосовують для зварювання сталей, схильних до гартування.
Жорсткий режим
точкової зварювання характеризується малою тривалістю часу зварювання, боьльшими, ніж при м'якому режимі, значеннями сили струму і значним стискаючим тиском електродів. Щільності струму досягають 120-300 А/мм? при зварюванні стали. Час протікання струму зазвичай 0,1—1,5 секунди. Тиск електродів зазвичай приймають в межах 3-8 кг/мм2. До недоліків жорстких режимів відносяться підвищена потужність, споживана при зварюванні; значні навантаження мережі; потужні зварювальні машини.
Переваги — зменшення часу зварювання і підвищення продуктивності. Жорсткі режими застосовують при зварюванні алюмінієвих і мідних сплавів, з високою теплопровідністю, деталей нерівної товщини і різнойменних деталей, а також високолегованих сталей з метою збереження корозійної стійкості.
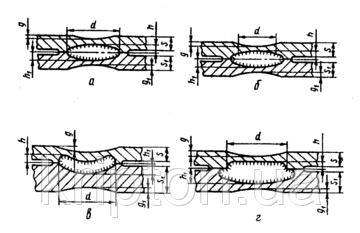
Рисунок 1.
Конструктивные элементы сварных соединений, выполненных контактной точечной сваркой:
а — неплакированные металлы; б — плакированные металлы; в — детали неравной толщины; г — разноименные металлы;
s и s1 — толщина детали; d — расчетный диаметр литого ядра точки или ширина литой зоны шва; h и h1 — величина проплавления; g и g1 — глубина вмятины
талів
з метою збереження корозійної стійкості.
Конструктивні елементи зварних з'єднань, виконаних контактним точковим зварюванням:
а — неплакированные метали; б — плаковані метали; в — деталі нерівної товщини; р — різнойменні метали;
s і s1 — товщина деталі; d — розрахунковий діаметр литого ядра точки або ширина литий зони шва; h h1 — величина проплавлення; g і g1 — глибина вм'ятини

- Контактне зварювання проти дизель-генератора: Хто виживе у цій сутичці? Секрети виживання автономних мереж, які врятують ваш бюджет
 Ви купили потужний дизель або сучасний інвертор, підключили Контактну зварку і… чекаєте на неминуче? Мало хто знає, що 16 кВт зварювальної машини — це не ті ж самі 16 кВт, що у електроплити. Це «енергетична кувалда», яка за 0,5 секунди може перетворити вашу систему автономного живлення на марне залізо. У новому розборі з’ясовуємо: чому для Машини контактного зварювання не вистачає генератора на 20 кВт . Як двофазне підключення ламає магнітне поле альтернатора. Єдиний тип акумуляторів, який...Повна версія статті
Ви купили потужний дизель або сучасний інвертор, підключили Контактну зварку і… чекаєте на неминуче? Мало хто знає, що 16 кВт зварювальної машини — це не ті ж самі 16 кВт, що у електроплити. Це «енергетична кувалда», яка за 0,5 секунди може перетворити вашу систему автономного живлення на марне залізо. У новому розборі з’ясовуємо: чому для Машини контактного зварювання не вистачає генератора на 20 кВт . Як двофазне підключення ламає магнітне поле альтернатора. Єдиний тип акумуляторів, який...Повна версія статті - «Розрахунок напруги в електричній мережі, від якої живляться машини контактного зварювання»
 «Розрахунок напруги в електричній мережі, від якої живляться машини контактного зварювання»Повна версія статті
«Розрахунок напруги в електричній мережі, від якої живляться машини контактного зварювання»Повна версія статті